Nikon SLM Solutions AG 2026




NEW SOLUTIONS FOR THE TOOLING INDUSTRY
Selective Laser Melting, an additive manufacturing technology, can be used for the production of tooling parts with conformal cooling channels. ABB Drives and Controls, was able to tremendously reduce the cycle time for a cabling grommet due to a redesign and optimization of a tooling insert. The optimized part geometry not only reduces the cycle time, but also leads to less scrap parts in production.
ABB produces millions of cabling grommets per year. The cabling grommet, which was used for this case study, is a high-volume component made of a thermoplastic elastomer (TPE). The injection molding tool used for production did not have any cooling inserts in the original design and a cycle time of around 60 seconds, including cooling time of the TPE of about 30 seconds.
The aim of implementing conformal cooling for this insert was to improve the efficiency of production and increase the product quality resulting in less defective products.

REDESIGN FOR CONFORMAL COOLING
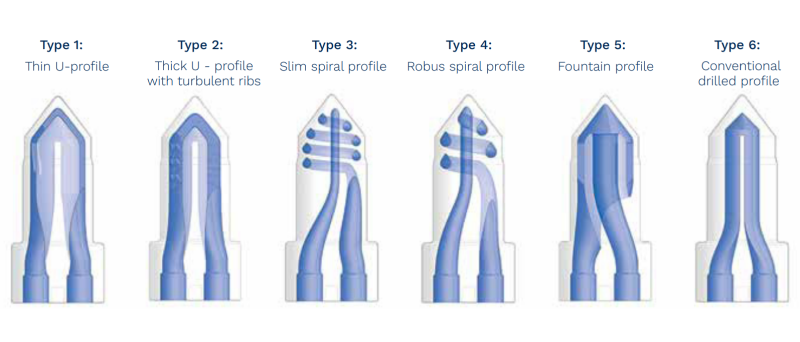
For the study, six different channel profiles were designed for the tooling insert, including one resembling a part with conventional cooling to provide a comparison to traditional manufacturing. The channel profiles were optimized for the Nikon SLM® technology, considering factors including the angles of surfaces facing down to reduce the need of supports, minimum wall thickness between channels and the dimensions and shapes of the channels. Before building the various cooling profiles, simulations for water flow and thermal conductivity were carried out, already showing different cooling behavior between the parts.
The tooling inserts were built in six diverse designs by the Finnish company VTT on a Nikon SLM®125 system in tool steel 1.2709. Heat treatment achieved the desired hardness of 54 HRC and the final outer shape was conventionally machined.
PERFORMANCE TESTING
To test the cooling, the parts were heated to a temperature of 70°C with a tempering system and cooled to 20°C to resemble the cooling of the TPE in the injection molding process. The cooling phase was monitored through infrared scanning to compare the cooling behavior.
With cooling times under 10 seconds, the best cooling behavior was obtained from the fountain, thin U and thick spiral profiles. These feature small cross sections for rapid and turbulent water flow, as well as conformal water flow close to the insert surface. The tip area cooled slower on all inserts. The fountain and thin U-profile were identified for the most potential for production with other parameter and ease of manufacturability considerations.
The parts with conformal cooling were used in the injection molding tool and no evident insert- dependent performance differences between the cavities could be found. A cooling time of the TPE of approximately six seconds was achieved, resulting in a cycle time of 14.7 seconds.

CONFORMAL COOLING FOR HIGH VOLUME INJECTION MOLDING COMPONENTS
The utilization of the Nikon SLM® technology led to drastic reduction of cycle time and production cost. Achieving a shortened cooling time of approximately six seconds by using the conformal cooling insert in the injection molding tool, down from around 30 seconds, reduced the cycle time from 60.5 seconds to 14.7 seconds.
CONFORMAL COOLING
ABB DRIVES AND CONTROLS
ABB is a global leader in power and automation technologies. Based in Zurich, Switzerland, the company employs 145,000 people and operates in approximately 100 countries. In Finland, the number of people working for ABB is around 5,400. The firm’s shares are traded on the stock exchanges of Zurich, Stockholm, and New York.
Drives and Controls is the world’s leading manufacturer of drives and PLCs. It employs around 6,600 people in more than 80 countries It has 12 factories to ensure customer needs around the world.
OUR MISSION, TO EMPOWER YOURS
To learn more about how Nikon SLM Solutions can help you optimize your manufacturing processes, please contact our team.





































